


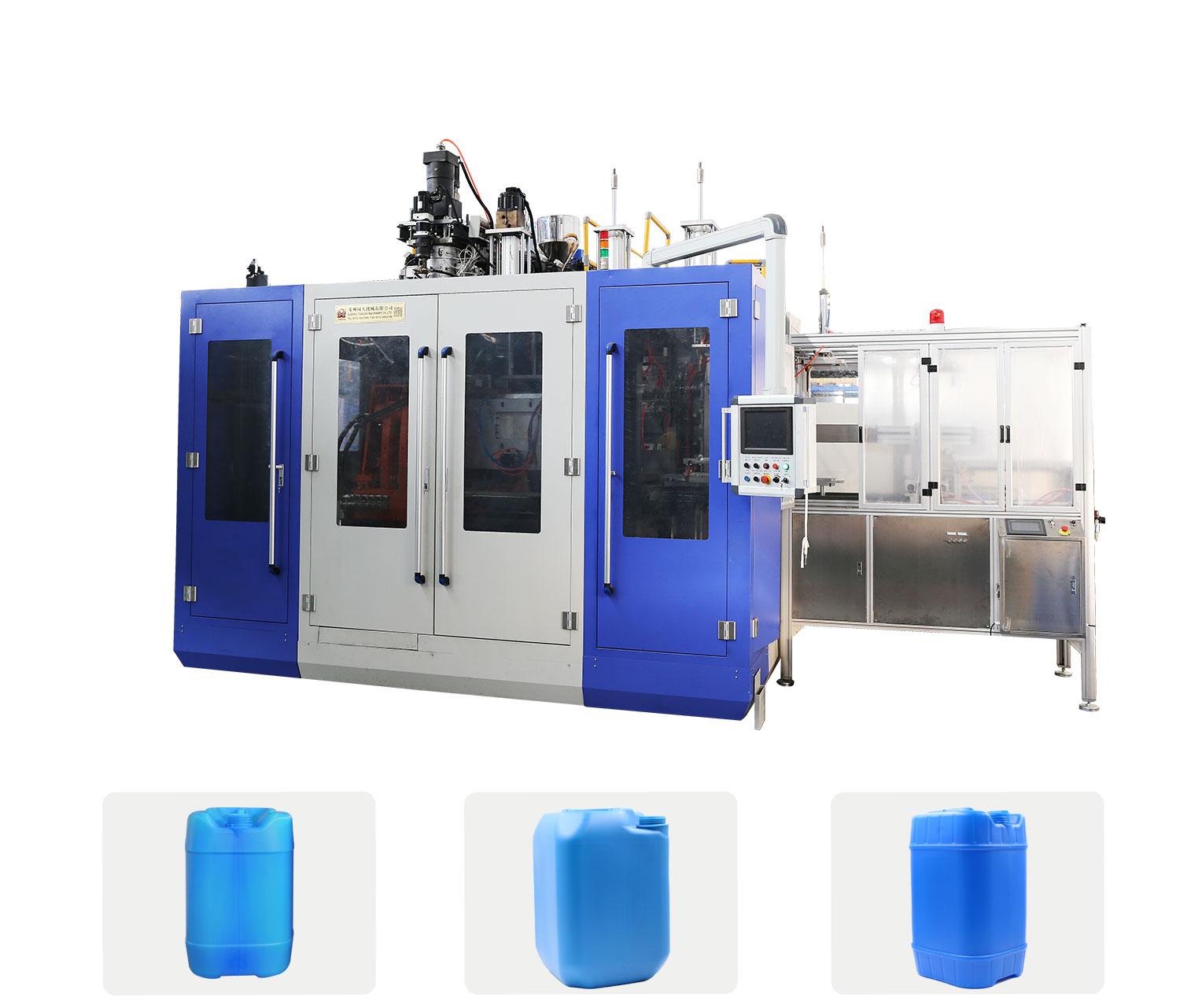








Introduction of large extrusion blow molding machine
The extrusion blown extrusion plastic molding machine, which usually has a volume of more than 20 L, is called a large extrusion blow molding machine, and is generally used for ultra high molecular weight polyethylene (UHMWPE). In order to adapt to the characteristics of plastic processing, increase the blowing pressure, use low temperature drying high pressure air blowing, is the key to shorten the blow molding cooling time and improve the quality of the product; while shortening the production cycle and improving production efficiency is a large extrusion blow molding machine The important content of technological progress and the improvement of plasticizing capacity are prerequisites for improving production efficiency.
In order to improve the performance of the storage head, it is necessary to develop a storage head for a flow path of a high-performance double-layered heart-shaped envelope. First-in-first-out, quick color change and easy cleaning, it is an important feature of high-performance storage type head. The positive method is to use advanced CAD method plus high-quality steel and precision processing equipment and advanced CAE processing method. .
In addition, the plug-type tie-barless clamping mechanism is a clamping structure developed in recent years, which has the characteristics of large clamping force and uniform distribution, easy loading and unloading of the mold, large capacity modulus, and energy saving. The guiding motion should adopt the ball linear guide with small friction coefficient, smooth motion and high running precision; the fast shifting is realized by the servo motor through the ball screw; the high-pressure clamping is the locking sleeve of one template inserted into the other template. After that, two or more pairs of clamping cylinders distributed on the left and right sides of one template are tensioned by another template, and vice versa.
The hydraulic synchronous drive without tie rod clamping mechanism uses two sets of hydraulic drive mechanisms symmetrically to drive the respective templates synchronously. Since the center of the template is driven by the driving cylinder, the weight of the template can be reduced, the amount of locking deformation can be reduced, and the mold can be loaded and unloaded. It is easier, more capacitive, and more suitable for the operation of the robot. It is superior to the plug-type tie-bar clamping mechanism in performance, and it is worthy of popularization and application.
The development and application of the Radial Wall Thickness Distribution System (PWDS), which works in conjunction with the axial wall thickness distribution system (AWDS), provides optimum draft and better product wall thickness distribution.