










10 Main Steps to Product 5gallon PC Barrel

1: Set heating temperature 160,1 hour later,increase them to 220. 1 hour later again,increase them to normal temperature.Don’t forget to preserve heat for 1 hour.That means we need heating for 4 hours at all.
It’s normal temperature during production:1-258 2-268 3-266 4-262 5-264 6-260 7-250 8-240 9-240 10-240 11-252 12-266
2: Turn on the hopper dryer and heating synchronously.The temperature of hopper dryer should between 100~115℃(dryer should connect water and air).and you should dry the material for 3- 4 hours before production.
Mold temperature controller should be started 1 hour before production.85-105 will be ok.Usually 90.It uses heat transfer oil.And the mold temperature controller needs cooling water.
3: When you start main oil pump,the pump of cooling water must be turned on too.Check the temperature of oil tank,make sure it isn’t over 45℃.
4: When turn on the screw, please make sure water/electricity/gas are all normal(gas pressure 0.8).The first pressurization should be 50,then check whether the screw is turning.The pressure of first shortage don’t over 200.After the storage is full, screw forward and injects,pressurizes slowly:400-600-800.Normally,the pressure of screw won’t over 900,so 850 will be ok.
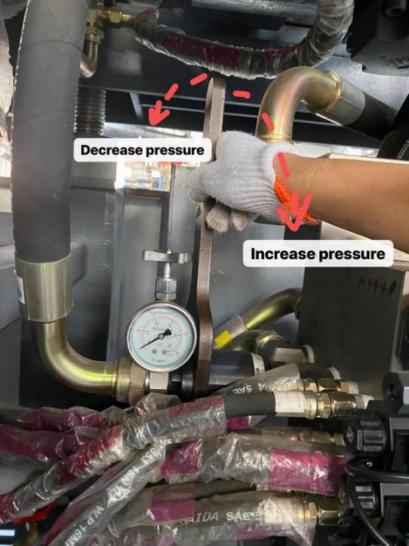
5: Under normal product pressure,the gauge should be at 2~2.5
6: The speed of auto injecting should be controlled within 5s-7s,and the length should be controlled just right
7: You’d better control the waste material at the mouth of the bottle within 10mm.The shorter the better.
8: Under pressure 857,the gauge should show pressure at 2.
Turn inward by using a special wrench , let the needle of that gauge stay at 2-2.5 while the screw is turning


9: Here below are some reasons why there are black particles:
Some impurities go into the screw through the exhaust vent,so we advice you to pull the material away by hand instead of using copper bar, because when you use copper bar to clean the material on the vent, it is highly possible that some material or some impurities go into the screw. Then it will cause black particles.
Please check if temperature of the heater are REALLY same as what is shown on the temperature controller. You can use temperature thermometer to check it. Maybe the controller shows that Zone X is 280, but actually the heater is 300…. So have to check if temperatures are good.
If both 1 and 2 are good, then try 3. It could be problem of the die head. Is there any abnormal or any unusual noise on the die head? If you can not confirm the die head is good, then you can remove die head, and keep extruding and injecting material to check if material which come out from the screw and not pass through die head is good or not. If the material is good, without black particles, then it should be problem of the die head. Then you have to clean the die head..
10: Faced with parison nonuniform
Adjust the graph on MOOG100.
A way our technician usually use to find the point which needs change:
As you know each point of the graph corresponds to a position on the bottle.When material come out from the die head you can use a marker pen to do marks on the parison.For example when the material comes out form the die head and the chart on the MOOG100 shows point20,40,60.you can draw lines on the parison,then you can find the part of the bottle with its corresponding point.